Engineers developing large plastic components often run into a tough, recurring problem. They either have to put up with leak risks at plastic welded joints, or pay extremely high costs for custom injection molding tooling. This is a hard trade-off in most large-scale plastic manufacturing projects. But when jobs require sizable hollow parts that cannot afford any loss in structural stability, rotational molding, or rotomolding, stands out as the most practical and reliable option.
Rotomolding is a non-pressure manufacturing method. It relies on a heated mold that rotates slowly on two axes, shaping fully seamless plastic parts in the process.Through 25 years of heavy-duty manufacturing at Qingdao CNplast Co., Ltd., we has observed that most product failures in the field stem from residual stress caused by high-pressure injection. Rotomolding eliminates this vulnerability. By allowing plastic powder to melt and coat the interior of the mold naturally under gravity, it creates a single, continuous structure that remains virtually stress-free.
There’s no forced pressure during production. Instead, plastic powder melts gradually and sticks evenly to the inner mold surface purely through gravity. The end result is a one-piece, fully integrated plastic structure with almost no internal stress at all. Moreover, rotomolding isn’t as well-known as high-volume molding techniques that dominate mass production. But it serves as a vital, underrated solution for some of the toughest industrial scenarios you’ll find. It’s the go-to process for making large chemical storage tanks, durable agricultural plastic containers, and heavy-duty spill containment pallets with large load capacities.
The seamless body of rotomolded products is never just a cosmetic benefit—it’s a key functional advantage for industrial use. CNplast’s production data at CNplast proves a unique strength of this process: material naturally builds up thicker at corners and edges. This is exactly where traditional molding methods always produce thinner, weaker spots that are prone to damage. This natural structural reinforcement lets CNplast’s industrial plastic products withstand long-term, heavy use, even in the harshest working environments.
How Does Rotomolding Work?
Think of it like baking a hollow chocolate shell — you’re coating the inside of a mold, not pressing material through it. That’s the core logic behind the rotomolding process.
Step 1 — Load: A measured amount of plastic powder is placed inside a hollow mold. The quantity you load directly determines how thick the finished walls will be.
Step 2 — Heat & Rotate: The mold enters an oven and rotates simultaneously on two perpendicular axes. As heat builds, the powder melts and coats the entire inner surface. There’s no pressure involved — gravity and rotation do the work.
Step 3 — Cool: The mold moves to a cooling station, but rotation continues. This step is easy to underestimate: stop rotating too early, and the still-liquid plastic will pool at the bottom, ruining the part entirely.
Step 4 — Demold: Once the plastic has solidified, the mold opens and the finished part comes out. Light trimming removes any excess material at the parting line.CNplast’s molds are designed with optimal Draft Angles to ensure smooth part removal without surface scarring.
What Materials Are Used in Rotomolding?
The material isn’t just a performance choice — it’s something the process itself dictates. Not everything works here.
Polyethylene, or PE, is the undisputed main material for plastic rotational molding. In fact, it accounts for around 80% to 90% of all rotomolding use cases in the industry. Most projects rely on three core PE grades, each with its own strengths and suitable scenarios.
LLDPE (Linear Low-Density Polyethylene) is the most versatile option. It’s flexible yet incredibly durable, so it’s the standard choice for making all kinds of plastic tanks and daily storage containers.
HDPE (High-Density Polyethylene) offers better rigidity and outstanding chemical resistance compared to LLDPE. At CNplast, all our HDPE raw materials comply with ASTM D1248 industry standards. This guarantees excellent resistance to environmental stress cracking (ESCR), making the material perfectly suited for industrial chemical storage scenarios with strict safety requirements.
There are also other PE variants, such as XLPE (Cross-Linked Polyethylene). We turn to these materials when products need better impact resistance or heat resistance. Even so, LLDPE and HDPE still take up the overwhelming majority of rotomolding applications.
Many people ask a common question: why do we exclusively use powder materials for rotomolding, instead of pellets? The reason lies in the working principle of the process. Rotomolding molds run at a slow, steady speed, with no external pressure to push raw materials into shape. The material has to melt slowly and adhere evenly to the mold’s inner wall on its own. Plastic powder melts far more uniformly than pellet materials, which is why powder is an essential, irreplaceable raw material for this process.
What Products Are Made with Rotomolding?
Rotomolded plastic products are everywhere in daily life. The large plastic water storage tanks we use, and the plastic slides in community and park playgrounds, are all classic examples of rotomolded items. In truth, the application scope of this process is far broader than most people realize.
This molding technique works exceptionally well for large, hollow products, as well as parts with complex geometric shapes. Its typical application scenarios cover multiple industries: agricultural water storage tanks, automotive fuel tanks and fenders, marine buoys, recreational kayaks, and various playground facilities.
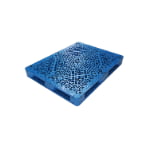
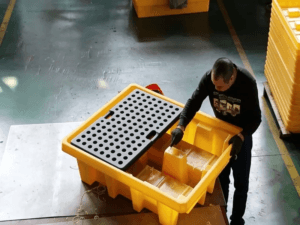
Spill pallets are one standout application worth highlighting. These professional products require a fully sealed integral basin to contain leaked hazardous liquids. There can be no splicing gaps, weld lines, or potential leakage points at all. Rotational molding is one of the very few manufacturing processes that can produce a fully seamless, one-piece structure to meet this strict requirement.
CNplast’s rotomolded spill containment pallets are professionally engineered to meet EPA 40 CFR 264.175 regulatory standards, delivering reliable and compliant secondary containment solutions for industrial hazardous liquid storage.

What Are the Advantages of Rotomolding?
For the right application, the advantages of rotational molding don’t just compete with other processes — they make the alternatives look impractical.
Low tooling cost: Rotomolds are typically machined from aluminum rather than hardened steel. This brings tooling cost down to a fraction of injection molding — often 10× less. For custom projects or small production runs, that difference is the deciding factor.
Seamless, one-piece construction: Parts are formed as a single continuous structure — no assembly, no bonding, no weld lines. For products like spill containment pallets, this isn’t merely an aesthetic advantage. A seamless basin is the only reliable way to guarantee zero leak paths.
Stronger where it matters: Unlike injection molding, where corners are often thin and prone to cracking, rotational molding naturally deposits more material at corners and edges. The result is a part that’s reinforced exactly where stress concentrates.
No internal stress: Because there’s no injection pressure, the finished part carries minimal residual stress. This translates directly into longer service life — especially relevant for parts exposed to repeated impact or outdoor conditions.
Virtually no size limit: Tanks holding tens of thousands of liters are routinely produced by rotomolding. Injection and blow molding simply can’t reach that scale.
Low material waste: Nearly all the powder loaded into the mold ends up in the finished part. Off-spec trimmings can be reground and reused, which keeps material costs low.Research by the Association of Rotational Moulders (ARM) suggests that material waste in this process is often under 2%, making it one of the most sustainable plastic forming methods.
What Are the Disadvantages of Rotomolding?
Rotomolding isn’t the right answer for every project — being clear about the trade-offs upfront saves a lot of time.
Long cycle times: A single cycle — loading, heating, cooling, demolding — typically takes 20 to 45 minutes. Injection molding cycles in seconds. For high-volume production, this gap adds up fast and makes rotomolding uncompetitive.
Limited material selection: The process relies heavily on PE-based materials. If your application requires engineering polymers with precise thermal or mechanical specs, your options narrow considerably.
Moderate dimensional accuracy: Rotomolded parts aren’t built to tight tolerances. Wall thickness can vary slightly across a part, and fine surface detail is limited compared to injection molding. For most industrial containers and pallets, this is acceptable — for precision components, it’s not.
Higher per-unit cost at scale: The economics flip at high volumes. Slow cycles and manual handling mean that once you’re producing tens of thousands of identical parts, other processes will consistently undercut the cost per unit.
How Does Rotomolding Compare to Other Molding Processes?
Choosing between processes usually comes down to one question: what are you optimizing for — tooling cost, unit cost, part size, or precision?
Rotomolding vs. Injection Molding
The fundamental difference between injection molding and rotomolding is pressure. Injection molding forces molten plastic into a closed mold at high pressure — fast, precise, and ideal for small complex parts at high volume. Rotomolding uses no pressure at all; plastic melts and flows freely inside a rotating mold.
| Rotomolding | Injection Molding | |
| Tooling cost | Low | High |
| Best production volume | Small–medium runs | High-volume |
| Part size | Large | Small to medium |
| Dimensional precision | Moderate | High |
If your annual volume is under roughly 5,000 units, or your part is too large for standard injection tooling, rotomolding will almost always be the more economical path.
Want to go deeper on injection molding? Read our full guide: What Is Injection Molding?

Rotomolding vs. Blow Molding
Both produce hollow parts, which is why they’re often compared. Blow molding inflates a hot plastic tube inside a closed mold — faster per cycle, but constrained to simpler, smaller geometries. Rotomolding handles far larger and more complex shapes, and delivers significantly better wall uniformity.
| Rotomolding | Blow Molding | |
| Part size | Very large | Small to medium |
| Part complexity | High | Moderate |
| Cycle time | Longer | Shorter |
| Tooling cost | Low | Moderate |
The right choice depends on your part geometry and production scale — but if size or wall consistency matters, rotomolding is the stronger option.
Curious about how blow molding works on its own terms? We cover it in detail here: What Is Blow Molding?

Rotomolding Is the Process. The Right Manufacturer Makes the Difference.
Now you know why rotomolding produces parts that other processes simply can’t — seamless structure, low tooling cost, and the freedom to go large without compromising durability. These aren’t just technical advantages. They’re the reasons why industrial buyers keep coming back to rotomolded products for demanding applications: chemical storage, spill containment, logistics, and beyond.
But the process is only half the equation. The same mold design, run by two different manufacturers, can produce parts that perform very differently in the field. Material selection, powder quality, cycle control, and post-mold finishing all shape the final result — and that’s where manufacturing experience matters.
CN Plast has spent over 26 years producing rotomolded plastic pallets and logistics products for industrial clients worldwide. If you’re sourcing spill containment pallets, heavy-duty storage solutions, or custom logistics products and want a manufacturer who can advise on design, not just execute an order — we’re the right conversation to have.
Request a Free Tooling Quote or a Material Compatibility Audit for your next project from the experts at CNplast.
FAQ
Q: How does rotomolding compare to injection molding in terms of startup costs?
A: The initial investment is often the deciding factor. Rotomolding tools are typically fabricated from high-grade aluminum rather than hardened steel, making them up to 10x cheaper than injection molds. Qingdao CNplast Co., Ltd. recommend this process for custom industrial projects, prototype development, or annual production runs under 5,000 units.
Q: Why are CNplast’s rotomolded parts considered more durable for heavy-duty industrial use?
A: Through our 26 years of production data, CNplast has perfected the technique of natural material accumulation at corners. This ensures that products, like heavy-duty spill pallets, have reinforced impact zones precisely where they are most likely to be hit by forklifts in a warehouse environment.
Q: Can rotomolding produce complex structures required for hazardous material handling?
A: Absolutely. Rotomolding excels at “geometric complexity” for large items—such as double-walled chemical tanks or integrated basins—that would be impossible to manufacture as a single piece elsewhere. CNplast specializes in producing these fully integrated structures, ensuring there are zero leak paths.
Q: Are the materials used by CNplast safe for highly corrosive chemicals?
A: Yes,CNplast sources HDPE raw materials that strictly comply with ASTM D1248 standards. This provides the high Environmental Stress-Crack Resistance (ESCR) necessary for our clients to store corrosive substances without worrying about environmental contamination or regulatory fines.